User Tools
Son of MegaMax (SoM) 3D Printer Operation
SoM can be very reliable, but like other machines, it has its foibles and you will get best results if you learn its basic operating parameters.
By all means, please use common sense when trying to operate SoM. Like every other machine at the space, if it does something weird, shut it off and hang a red tag on it. Call me at 262-321-8264 or send an email to mark.rehorst@gmail.com describing what happened.
Here are the basics that will get you up and running:
1) SoM Basic Specs:
Bed Size: 305 x 305 mm
Z capacity: 280 mm
Home position: X:-15 Y:-10 mm
Bed surface is PEI (polyetherimide), 60 mils thick
Maximum print and travel speeds: 50 mm/sec
Filament diameter: 1.75 mm nominal
Nozzle diameter: 0.4 mm
Temperature limits (set in firmware, can be changed if needed - text or call me):
Bed: 140C
Extruder: 260C
GCODE flavor: Reprap/Marlin/Sprinter
2) SoM Basic Operations
All controls are located inside the drawer in the base of the machine, on the left side of the machine. The power switch is located along the right inside edge of the drawer. When you are finished printing, please switch off the machine. Try really hard not to drop tools or other stuff inside the drawer as it can cause damage to the electronics.
There is a switch located along the front edge inside the drawer that will switch the machine's lighting from white light to UV. If you're printing fluorescent filament try the UV lighting (it prints better that way ;) )!
The side panels are held in place with magnetic tape- to remove a panel just pull it. You can leave one or more side panels off when printing PLA or TPU, but close them up when printing ABS.
SoM operates without any computer connection. It prints from GCODE files stored on SD cards because that is the most reliable way to print. The SD card is inserted label side down into a slot on the left side of the LCD controller panel located inside the drawer with the controller board and power supply. Don't use a micro SD card and adapter- it has been tried and found unreliable.
Use the knob on the LCD controller to step through menus and select the menu items or the GCODE file you want to print. Selections are made by pushing down on the knob until a satisfying click is felt and a mildly annoying beep is heard. To print a file called “test.gcode” on an already inserted SD card, push down on the knob once to bring up the top menu, scroll down and select “Play”, then select “/ext”, then select the file “test.gcode”. The machine will then (attempt to) do whatever the gcode file says until the print is finished.
3) Changing Filament:
Use the LCD control panel and encoder to select “Prepare” then scroll down to “temperature” and set the extruder to 240C. When the extruder temperature reaches 240C, squeeze the pinch roller pressure release on the extruder and pull the filament straight up and out of the extruder.

Now feed the new filament into the extruder by squeezing the pinch roller pressure release and push the filament straight down into the extruder. You should be able to easily push about 60-70 mm of filament into the extruder before it stops. Use the LCD controller and control knob to step through the menus and select “prepare” then “extruder”, then “extrude 5 mm”. Push the encoder several times to extrude filament to purge the previous filament from the extruder. Once the color coming out of the nozzle is the same as the new filament you can stop extruding filament. Don't be surprised if you have to extrude 100 mm of filament to purge the last remnants of the old filament, especially if you're changing from a dark color to a light color. Now set the extruder temperature to one that is appropriate for printing with the new filament (230-250C for ABS, 190-220C for PLA and TPU)
Very important!: Leave the machine ready for the next person to use it. That means remove your prints from the bed, and remove your filament from the extruder completely or leave it on the machine but do not, under any circumstances, clip it off just above the entrance to the extruder, and ferchrissakes, don't run the end of the filament down into the extruder. Removing filament from the hot-end requires disassembling the extruder and it's a PITA.
Note- printing flexible filament is possible, but requires reducing the pinch roller pressure by backing out (but not removing) the two pressure adjustment screws from the pressure release button on the extruder. You will need a 3 mm hex key to make the adjustment.

4) Level and Zero the Bed:
SoM's bed is level and should not have to be adjusted. If you find that it is behaving as though it isn't level, call me or send an email and I will either fix it myself or tell you how to do it.
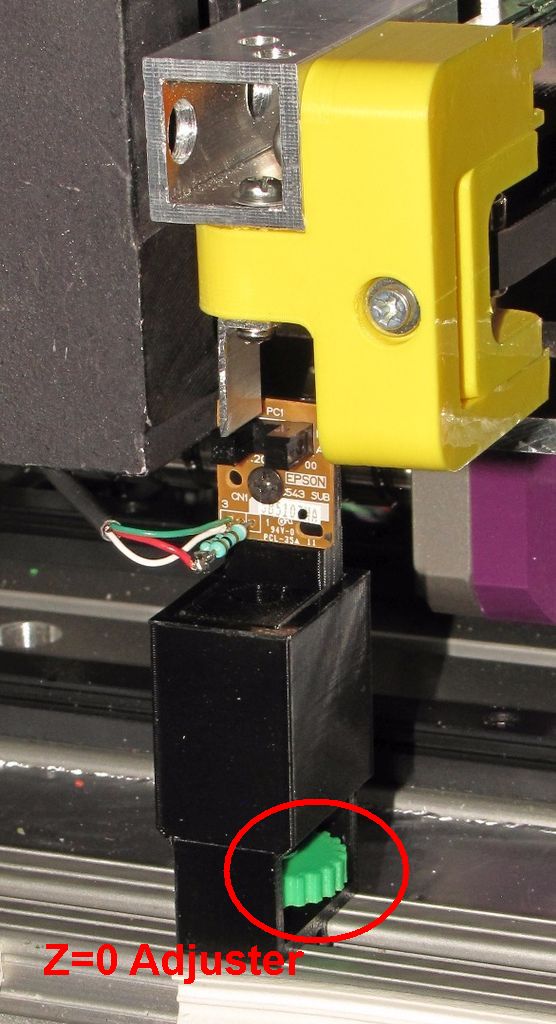
You should not normally have to zero the bed before printing, but if you find it is out of adjustment, use the zero adjuster that is located just above the drawer on the left side of the machine. The floor of the print chamber has been marked with the direction to turn the green thumbwheel to raise or lower the nozzle. You shouldn't have to adjust it more than an 1/8 turn (=100 um) at a time.
5) Recommended Slicer Settings
Use the basic specs in item 1, above, to describe the printer to the slicer software. Additional things to specify in describing the printer:
Retraction: 1.5 mm Retraction speed: 30 mm/sec Z lift on retraction 0.5 mm Make sure the end of print gcode includes an instruction to shut off the bed heater: M140 S0 ; turn off bed heater
Filament settings:
- for ABS: 1st layer extruder temp 240C, other layers 230-240C. 1st layer bed temp 105C, other layers 90C.
- for PLA or TPU: 1st layer extruder temp 220C, other layers 220C. 1st layer bed temp 70C, other layers 60C.
note: If you are printing PLA, heat the bed and print right on the PEI surface. Do not apply blue painter's tape to the PEI surface.
Print settings:
- Layer height: 0.05 - 0.32 mm. 0.2 - 0.25 mm works very nicely and leaves a nice surface finish without taking too long to print.
- Line widths: 0.4 - 0.7 mm. 0.5 mm usually works well for most things.
- Speed: limit maximum print and travel speeds to 50 mm/sec or less. If you're trying to print flexible filament, you may have to limit print speed to 20 mm/sec.
6) General Recommendations
When you get a new filament spool, unwrap it, and weigh it. Mark the empty spool weight on the spool (if you bought a 1 kg spool, and the whole thing weighs 1340 g, it's a safe bet that the empty spool weighs 340 g).
When you're going to run a multihour print and not absolutely certain that there's enough filament on the spool, weigh it and subtract the empty spool weight. That tells you how much filament is on the spool. Then you can compare the weight of the filament on the spool to the slicer's estimate of filament required. Cura, Simplify3D, and maybe others, provide estimates of required filament. Slic3r estimates volume of filament used and puts it in the gcode file, near the end. Multiply that number by the density (1.25 g/cm^3 for PLA and 1.05 g/cm^3 for ABS) of the filament to calculate the mass of filament required for the print.
Measure and calculate average filament diameter. Filament rarely averages out to the nominal 1.75 mm diameter. 0.03 mm diameter error makes a visible difference in print surface quality. I typically measure in 20-30 places and calculate the average from the measurements. Mark the diameter on the spool for future reference. Use that filament diameter when you slice.
Clean the PEI surface at room temperature with pure IPA (isopropyl alcohol, not India Pale Ale) only, ABSOLUTELY NEVER finger nail polish remover! Finger nail polish remover contains greasy stuff like glycerin to prevent drying your skin, and that greasy stuff will prevent prints from sticking to the bed.
Keep your grubby hands off the bed surface! Oil from your hands will prevent prints from sticking. Don't set tools or anything else on the bed. The only things that should ever touch the PEI surface should be a rag or paper towel with IPA, molten plastic, and the scraper blade that is used to remove the prints.
Remove prints using the yellow handled scraper that is in the drawer. If your print is stubborn, try prying it up at a different spot. Avoid gouging the PEI surface! It is usually easiest to remove prints when the bed is at room temperature, but if your first layer doesn't stick, just scrape it off the bed while it is still hot, make adjustments, and start the print again.
For maximum print quality, print slowly. In spite of posts you may see on the internet, there's absolutely no shame in printing at 30 or 40 mm/sec.
Trainers of SoM: Mark R. Mathew Melk Erich Z
Certified Users of SoM: Mykal Antczak Tim Campbell Chad Lawson
